Grenailleuse à tambour
Il s'agit de machines ultramodernes fonctionnant selon un principe ancien et éprouvé. Grâce à de nombreux nouveaux détails techniques, les nouvelles grenailleuses à tambour AGTOS sont convaincantes.
Ce type d'installation est idéal pour le traitement de produits en vrac. Par rapport au principe de la bande en auge, très répandu, il en résulte des avantages importants : comme le tambour est fabriqué d'une seule pièce, on évite les transitions entre les parties mobiles et les parties fixes de la machine. On évite ainsi que des pièces soient coincées. De plus, les tambours peuvent être plus facilement vidés de leur contenu, ce qui évite de traiter deux fois la même pièce.
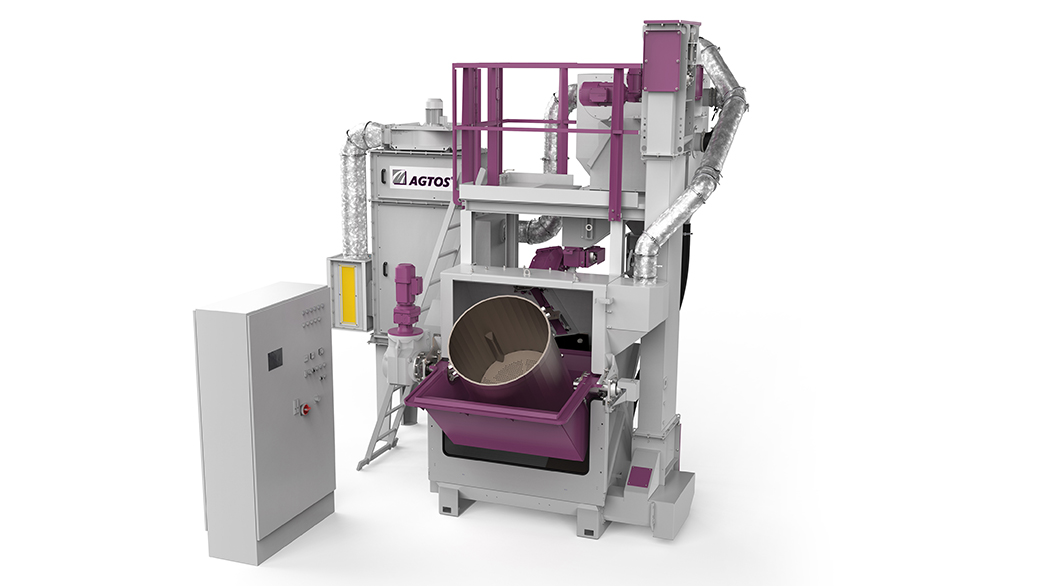
Pour des raisons de résistance à l'usure, on utilise de l'acier au manganèse perforé. La taille des trous dépend des dimensions des pièces à usiner ainsi que de la granulométrie et de la quantité d'abrasif qui s'écoule. Des dispositifs ingénieux favorisent le mélange des pièces.
Gamme de produits des grenailleuses à tambour
La détermination du concept de machine approprié dépend entre autres de vos pièces à usiner, du rendement requis et enfin de vos idées concernant un déroulement optimal de la production.
| Caractéristiques techniques | TS 50 | TS 150 | TS 300 | TS 500 |
|---|---|---|---|---|
| Volume du tambour (l) | 50 | 150 | 300 | 500 |
| Turbine haute performance (quantité) | 1 | 1 | 1 | 1 ou 2 |
| turbine haute performance (kW) | 7,5 | jusqu'à 15 | jusqu'à 22 | jusqu'à 30 |
| transport de l'abrasif de grenaillage | vis sans fin | vis sans fin | vis sans fin | vis sans fin |
| diagonale max. de la pièce (mm) | 150 | 400 | 450 | 450 |
| Système de filtration à cartouches (standard) | PF 4-04 | PF 4-06 | PF 4-09 | PF 4-09 ou PF 4-12 |
| Capacité volumétrique du système filtration à cartouches (m3/h) | 1250 | 2000 | 2600 | 2600 ou 4500 |
Si le problème ne peut pas être résolu avec une machine standard, nous vous proposons un concept de machine sur mesure.
Veuillez nous adresser votre demande détaillée. Notre équipe expérimentée se fera un plaisir de vous aider.
Déroulement de l'exploitation des grenailleuses à tambour
Les pièces à usiner se trouvent dans un conteneur usuel de l'usine. Celui-ci est placé dans un chargeur ou directement vidé. L'alimentateur est soulevé et arrive devant la porte de la machine, qui s'ouvre immédiatement. Arrivé à la bonne hauteur, l'alimentateur pivote et décharge les pièces dans le tambour. Cette opération peut se faire très délicatement, en fonction de la sensibilité des pièces. La commande peut être prédéfinie par API ou se faire manuellement. Cela permet d'éviter les dommages. Le tambour se trouve à ce moment-là en position de chargement. Avant le processus de grenaillage, la porte de la machine se ferme et le tambour pivote dans une position idéale devant la turbine haute performance. En même temps, il tourne autour de son axe.
Le processus de grenaillage commence et se poursuit jusqu'à ce que toutes les pièces soient bien mélangées et grenaillées de tous côtés. L'intérieur de la chambre de sablage est revêtu de matériaux qui présentent une grande stabilité par rapport à l'agent de sablage en acier. Le revêtement primaire dans la zone de sablage directe des turbines à haut rendement est constitué de plaques d'acier très résistantes et remplaçables. Pendant le processus de sablage, la porte reste hermétiquement fermée et ne peut être rouverte que lorsque la chambre de sablage est exempte de poussière. Cela prend environ 10 à 15 secondes. La poussière produite lors du sablage est aspirée par une légère dépression pendant le processus de sablage et séparée dans l'installation de filtrage correspondante.
Après le processus de sablage, le tambour pivote en position de déchargement. Ici aussi, il est possible de définir la quantité de pièces à traiter et l'intensité du vidage au moyen d'un vidage dosé. Les pièces grenaillées arrivent sur un convoyeur à tamis qui les sépare du reste de l'agent de sablage et les transporte dans des bacs de collecte de pièces en attente.